Teknikk: En aluminium-plate med riktig bredde, med kortere lengde og med større tykkelse enn den ferdige fordamperen ble med siketrykk påført mønsteret til fordamperen, se bilde nr ...
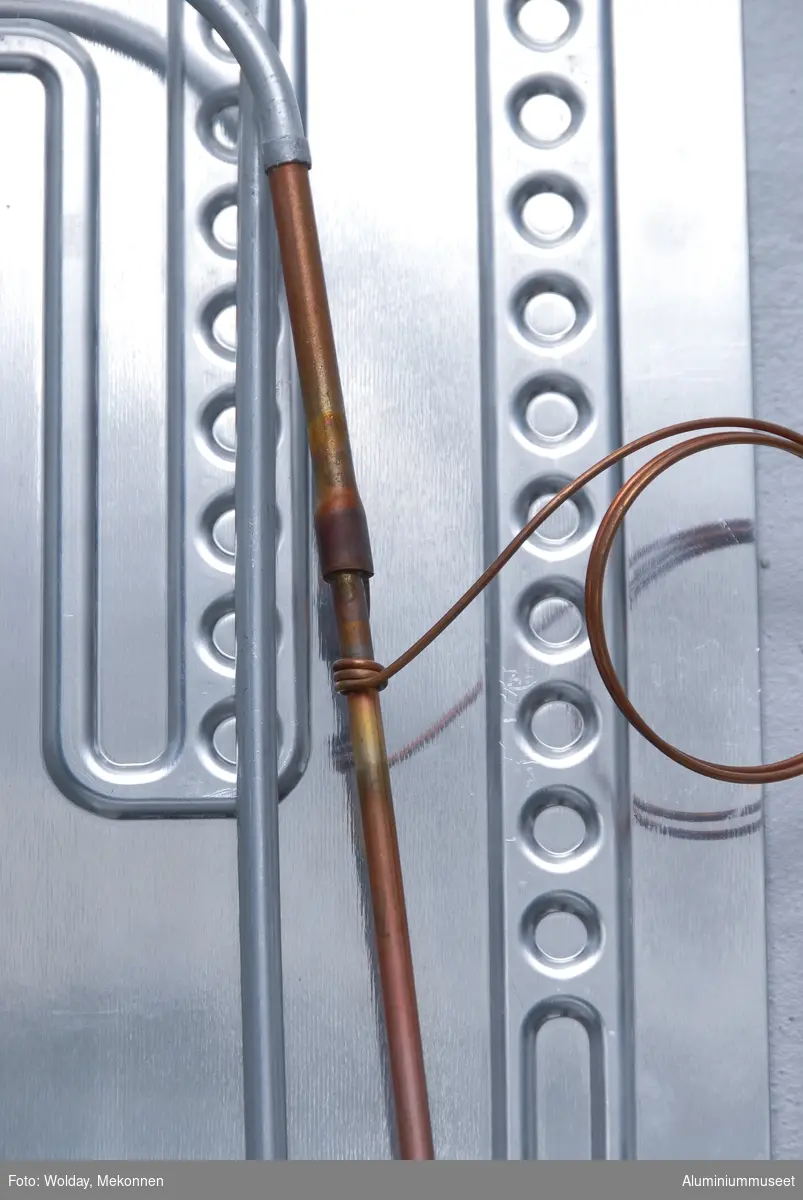
Teknikk: En aluminium-plate med riktig bredde, med kortere lengde og med større tykkelse enn den ferdige fordamperen ble med siketrykk påført mønsteret til fordamperen, se bilde nr. 31. Mønsteret var som platen riktig på bredden, men lengden var redusert. En plate med samme dimensjon ble lagt oppå den første platen og disse to ble varmvalset sammen. Platene ble etterpå finvalset slik at lengden ble 1,4 ganger lengre og da var også mønsteret innvendig valset til riktig dimensjon. Siketrykkmønsteret var skåret riktig på alle breddemål, mens lengdemålene var redusert med 1,4. På bildet kan man se at kanalbredden på 10 mm. er riktig i lengderetning, men vesentlig redusert i bredderetning. Etter finvalsing ble alle kanalene valset til 10 mm. Platene ble videre glødd i valseverket og så sendt til Fordamperavdelingen for videre produksjon.
I Fordamperavdelingen ble platene som nå var helt plane blåst opp i en motholdspresse slik at alle kanalene fikk riktig høyde. Panelene ble så formatklippet, lokket, stanset, rør ble påsveiset, trykkprøvet og lakkert.
Form: Firkantet form
About the object
about
Teknikk: En aluminium-plate med riktig bredde, med kortere lengde og med større tykkelse enn den ferdige fordamperen ble med siketrykk påført mønsteret til fordamperen, se bilde nr. 31. Mønsteret var som platen riktig på bredden, men lengden var redusert. En plate med samme dimensjon ble lagt oppå den første platen og disse to b...
Teknikk: En aluminium-plate med riktig bredde, med kortere lengde og med større tykkelse enn den ferdige fordamperen ble med siketrykk påført mønsteret til fordamperen, se bilde nr. 31. Mønsteret var som platen riktig på bredden, men lengden var redusert. En plate med samme dimensjon ble lagt oppå den første platen og disse to ble varmvalset sammen. Platene ble etterpå finvalset slik at lengden ble 1,4 ganger lengre og da var også mønsteret innvendig valset til riktig dimensjon. Siketrykkmønsteret var skåret riktig på alle breddemål, mens lengdemålene var redusert med 1,4. På bildet kan man se at kanalbredden på 10 mm. er riktig i lengderetning, men vesentlig redusert i bredderetning. Etter finvalsing ble alle kanalene valset til 10 mm. Platene ble videre glødd i valseverket og så sendt til Fordamperavdelingen for videre produksjon.
I Fordamperavdelingen ble platene som nå var helt plane blåst opp i en motholdspresse slik at alle kanalene fikk riktig høyde. Panelene ble så formatklippet, lokket, stanset, rør ble påsveiset, trykkprøvet og lakkert.
Form: Firkantet form

")






{kind=link}
Add a comment or suggest edits
To publish a public comment on the object, select «Leave a comment». To send an inquiry directly to the museum, select «Send an inquiry».